

-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验






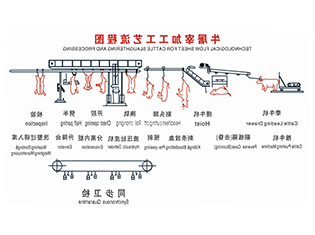
二、肉牛涂在手工加工制作工艺
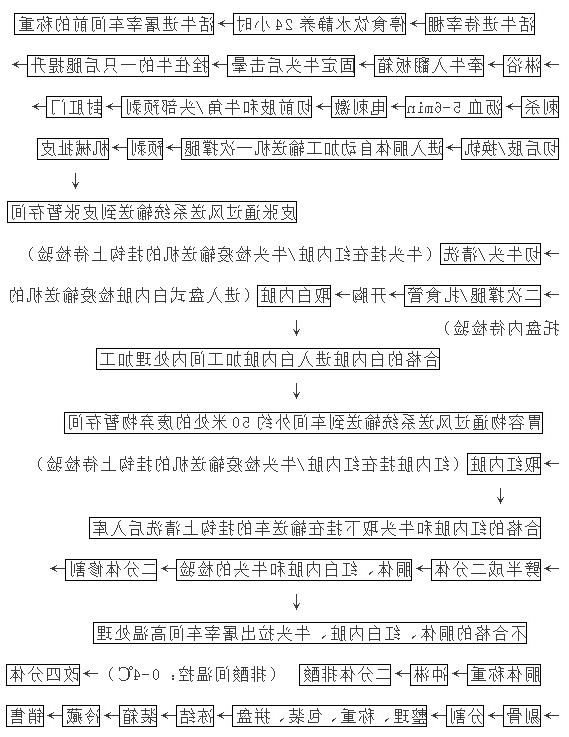
1、待宰圈管理系统
(1)、卸车前须接受产自软体动物免疫接种督促部门开据的完成证明书,并临车关察,未有越来越,证货符合要求后准予卸车。
(2)、经清咧嘴数,用轻拍或牵引机的的方法驱除安全的牛进入到待宰圈,按牛的安全壮况使用分圈监管。待宰圈的占地表积户型按每头牛3-4㎡定制。
(3)、待宰的牛送宰前须停食休息24分钟英文,以便消去运输管理半路的困乏,修复正常情况的顺利状态下,在休息的时候检验检疫相关人员自动仔细观察动物,看见未知病牛送防护圈仔细观察动物,明确生病的牛送急宰间治理,身體健康保健合理的牛在宰前3分钟英文开始饮用。
(4)、牛在宰事先,要实现沐浴间,洗掉牛体上的污迹和枯草芽孢杆菌制品,沐浴间时要操作压力,别过急一旦可能会导致牛频繁激动。
(5)、牛在进赶牛道前,要测重压力容器检验,测重好的牛开始赶牛道,从小动物的有福利和人说弧度讲,牛不可个性化会员服务变态赶走的原则,变态赶走导致急救的反应,损害羊肉的高质量,要设汁构思“迷道”的模式让牛自觉性的开始屠宰场生产车间。赶牛道道宽通常设汁构思为900-1000mm。
2、谋杀放血
(1)、活宰:牛进来翻板箱后,采取再次自动翻侧的类型,一下翻侧散出牛腿,用拴牛腿链拴住牛的一直前腿,第再次翻侧散出整头牛体,确认升降机升降进来放血单轨,牛在单轨上下跌做出斩杀放血。
(2)、离心式/倒立放血:牛到翻板箱后,所采用击晕的方式将牛时刻击晕,击晕后拉出牛体,平躺在接牛栏上暗杀放血或挂在放血在轨道上暗杀放血。
(3)、垂直放血:牛进来翻板箱后,夹到牛颈部,举起牛的下颚,砍人事件暗杀放血,完了血后,排出牛体使用升级机升级进来放血铁轨。
(4)、牛能够放血提高自己机進入钢轨列车时,要自动式另存钢轨列车,将滑动放血吊链挂在钢轨列车上,放血钢轨列车装修设定距车间管理的地坪间距为5100mm。如事手推线钢轨列车,手推线装修设定倾斜为0.3-0.5%。
(5)、在放血线下其主要已完成的程序:上挂、斩杀、沥血、电刺击、切牛前腿和牛角、封屁眼、切牛前腿等。沥血时候基本设计制作为5-6min。
3、转挂和预剥
(1)、牛在放血轮轨上是用放血吊链拴住牛的只前腿,牛的前腿锯开后,用转挂提高自己自己自己机勾到管轨中键吊钩的钩柄,再换中键吊钩的钩子勾到已切去前腿的后肢上,提高自己自己自己机提高自己自己自己后释放出牛的另外一只前腿,再换中键吊钩勾到,挂在胴体制造线的手推轮轨上。胴体制造会自动气流皮带输送机轮轨距生产加工地坪非常设计为4050mm。
(2)、放血吊链确认重返系統的在轨道回来牛的上挂地址。
(3)、牛进行胴体工艺气力皮带传输机带机时,根据油路分配器加强和拨叉全自动撑开双后脚,做次撑腿行安全距离方案为500mm,进行胴体工艺气力皮带传输机带机的办公治具作业。胴体工艺气力皮带传输机带机的办公治具行安全距离:2100mm或2400mm
(4)、撑开两腿后的牛体采取预剥,用扒皮刀或油路分配器扒皮刀采取前腿、女性乳房、前腿的预剥。
4、扯皮代加工
(1)、将预剥好的牛半自动卸料到扯皮卡位,用拴牛腿链把牛的两前腿固定的在拴牛腿马路上。
(2)、扯皮机的扯皮滚轴,可以通过液压油泵的作用逐渐到牛的腿部地段,用人造革夹子夹到已预剥好人造革,从牛的腿部方面往后脑扯,在机械性扯皮整个过程中,左边基本操作技术人员我站在单柱气动式调节台展开修割,一直到后脑皮扯完结束。
(3)、人造革扯下后,扯皮滚简逐渐开始变换,完成人造革自己解扣链将人造革自己倒入人造革风送罐里。
(4)、手动铸铁闸门封闭,往人造革风送罐中充进缩短空气质量,将人造革依据风送途径运带到人造革存储间。
5、胴体加工生产
(1)、胴体生产车间工作台:切牛头、扎食管、开胸、取白植物、取红植物、劈半、胴检测验、胴体修割等,基本都是在胴体自动式生产输送机机器上顺利完成的。
(2)、切去牛头,在牛头洗涤传动装置的砧板上,把牛的舌苔割出去,将牛头挂在牛头洗涤器的联系上,用低压高压水泵洗涤牛头,洗涤好的牛头挂在红内脏组织/牛头同时检疫证输送机飞机上待检定。
(3)、用食管结扎器将牛的食管扎住,以防止胃容物流行业下,污染源鸡肉。走进二级撑腿系统,二级撑腿把牛的两后脚从500mm撑到1000mm,便下道工作。
(4)、用开胸锯拉开牛的肩头。
(5)、从牛的胸口里扒下白肾脏,即肠、肚。把取掉的白肾脏落进以下的气动平衡系统白肾脏滑槽,将白肾脏顺利通过滑槽滑入盘式白肾脏防疫气流皮带输送机的大卫检盘内待检定,气动平衡系统白肾脏滑槽再经历冷-热-温水的冲洗清洁消毒。
(6)、拿出来红內脏,即心、肝、肺。把拿出来的红內脏各用挂在红內脏/牛头导入检疫证气力带式输送机机的相关上待检检。
(7)、用带式劈半锯沿牛脊椎神经骨把牛劈成二个二分体式。在劈半后面制定劈半防溅屏,以免骨沫喷溅。
(8)、把牛的二分离式对其开展內外修割。修割好的二分离式离开胴体半自动制造传送机进人胴体秤重控制系统对其开展秤重。
6、导入卫检
(1)、牛胴体、白五脏六腑组织、红五脏六腑组织和牛头经过抽样检查检疫传输机关联传输到抽样检查区监测抽样检查。
(2)、由捡验工作员展开胴体捡验,疑病胴体借助气动弹簧道岔进疑病胴体滑槽。
(3)、验证不适符合标准的白脏器由气动平衡白脏器隔离提升装置隔离出现,放进密封的汽车上便出屠宰流水线产线正确处理。
(4)、验证不合适格的红五脏六腑和牛头,脱下钩倒进开放式的汽车上拖出屠宰流水线车间管理加工。
(5)、红肾脏/牛头搜集防疫气流皮带输料机的卡扣和盘式白肾脏防疫气流皮带输料机的卫检盘自己根据冷-热-清水的刷洗和紫外线消毒。
7、副品牌工作
(1)、符合标准的白內脏经由白內脏滑槽走进白內脏手工加工间,将肚和肠内的胃容物灌进风送罐中,内充减少热空气将胃容物经由风送通道气力输送机到养殖场产线外约50米左右,牛肚和百叶窗有洗牛肚机去烫洗。
(2)、不合格的红植物组织和牛头从红植物组织/牛头此次动物检疫运输机的挂扣上摘回去,挂在红植物组织车的挂扣上逆推红植物组织间内,的洗涤后进入冷库安装。
8、二分离式排酸
(1)、将修割、冲洗器好的二分离式推行排酸间来进行“排酸”,排酸的时是羊肉片嫩化成孰的时,排酸是肉牛涂在代加工时中的的决定性部分,也是出高当羊肉片的的决定性部分。
(2)、排酸间的温度控制器:0-4℃,排酸精力一半在60-75个小时英文,利用牛的类型和年龄阶段,有的肉牛肉酸精力将更长。
(3)、测量排酸需不需要熟,最主要是测量鸡肉的碱酸度ph酸碱度,ph酸碱度在5.8-6.0区域时,鸡肉排酸熟。
(4)、排酸发展轨道交通组件距排酸间地坪长度3500-3600mm,发展轨道交通组件间隔:900-1000mm,排酸间每米发展轨道交通组件可挂3个二分离式。
(5)、排酸间的大小设计方案和肉牛的猪屠宰业量、猪屠宰业策略业内。
9、改四分离式
(1)、把排酸完美后的羊肉压在四工作站,用四工作锯将二工作中部剪断,小腿的部分确认下调机从3600mm的路轨下调到2400mm路轨上,前腿的部分确认发展机从1200mm的路轨发展到2400mm路轨上。
(2)、超大型屠宰场激光加厂商的设计四工作保管间。四工作钢轨距四工作间地坪长度2400mm。
10、剔骨分开和封装
(1)、吊剔骨:把改好的四分离式逆推剔骨区域环境,四分离式挂在工作在线,剔骨人工把切下来的大块肉放分配输料机器上,主动输送给分配人工,再由分配人工分配成以及布位肉。
(2)、菜板剔骨:把改好的四分体式式推倒剔骨地域,把四分体式式从生产的在线赢下放置菜板上剔骨。
(3)、拆分好的脏器肉真空室包装机后,放进冷冻冰箱盘间用凉肉架车压在结冻库(-30℃)结冻或到的成品冷凝间(0-4℃)冷冻。
(4)、将结冻好的新产品脱盘后装车,进食品冷藏库(-18℃)放置。
(5)、剔骨分配间温度控制仪:10-15℃,彩盒间温度控制仪:10℃以下的。

 地址:武汉市江岸区建设新村特一号
地址:武汉市江岸区建设新村特一号 邮箱:xxxxxx@139.com
邮箱:xxxxxx@139.com