

-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验







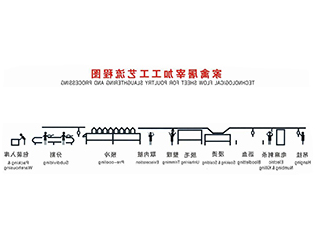
二、产蛋鸡涂在生产制造方法
1、毛鸡卸料
(1)卸车前先了解项目產地节肢动物疫防进行监督组织开出的完成验证,并临车通过观察,少许问题,证货相匹配后准予卸车。
(2)将装配有毛鸡的鸡笼从卸料车子搬卸回去,摆在挂鸡月舞台上,由动物检疫人群現场质量检验员。质量检验员达标率正常毛鸡的鸡笼摆在鸡笼卸料电脑上,卸料到毛鸡上挂间。
(3)毛鸡上挂间和猪屠宰药厂车间要从严连在一起,毛鸡上挂间否则设定肮脏,防范强光直接阳光照射,可能会导致毛鸡拍击天使翅膀过分心烦意乱。
(4)挂鸡职工从鸡笼里托着鸡腹出示毛鸡,再将两鸡爪子挂在制造瀑布流水线生产的挂墙上。每挂鸡职工每小时候可挂毛鸡800-1000只。
(5)回空的鸡笼由皮带运输机机全自动皮带运输机开启鸡笼的洗涤机内采取鸡笼的的洗涤,的洗涤净的鸡笼依据鸡笼斜滑道滑到卸鸡月门外。
2、肉食鸡活杀脱毛
(1)蛋鸡屠宰高架输送管线主要的完全的生产工序:毛鸡上挂、水浴式麻电、行刺、沥血、烫毛、脱毛、切爪、转挂等。
(2)高架运输线挂架高度:69英寸(152.4mm),采用了规则驱动下载链接,链接节距t=25.4mm,变频柜调节,研发销售线的设定宰割专业能力和研发销售线的线快速密切合作涉及到,线快速的计算公式式:线快速=时产出量 (只/小時)×挂架高度(米)÷60(20分钟/小時)
列举:设计的工作能力:3000只/小时左右,挂架排距:152.4mm
工作瀑布生产线的线极限速度:3000只/一个小时×0.1524米÷6030秒钟/一个小时=7.61.8米/30秒钟。
(3)活鸡麻电大部分利用了水浴式麻电,麻电电阻值:70-90V,麻电时候:2-3s。或不能够麻电工维修序,利用了毛鸡上挂后能够高架传输线手动传输1min,让毛鸡平心静气加起来后再暗杀。
(4)毛鸡谋杀后沥血,沥血周期普通设计制作为3-4min。烫毛周期:40-60s,脱毛周期:15-30s。
(5)烫毛适用常温烫毛机,烫毛水温:58-62℃。脱毛刻意适用吊件式脱毛,解决胴体彼此触及而引起交错感染支原体。
(6)在90°的转弯处来设计自動切爪机,切爪机由定位手机轮、驱动器、选转刀头分为,凤爪子割切后,凤爪子再由卸爪器拆卸倒进分类整理车里。
3、膛掏内脏器官
(1)产蛋鸡开膛掏植物高架输料线关键完工的工艺技术:开膛、掏植物、切头、胴体擦洗等。
(2)该高架输送机线扣紧行距:89英寸(203.2mm),进行准则驱程链子,链子节距t=25.4mm,直流变频变速。
(3)将扯出来的內脏放上內脏滑井内,由检疫证考生检检,检检合格品证达标的鸡胴体进人下道制作工艺。检检合格品证达标的鸡內脏进人內脏加工工艺间除理,不适合格品证达标胴体和內脏放上封闭式的小车外拉开熟食加工生产线上除理。
(4)五脏六腑确认分离出来,鸡肠确认的清理处理后入冷库箱库冷库箱,鸡胗用鸡胗脱脂机把鸡胗表层的动物油脂脱去来,再由剥胗机把胗皮割下来来,的清理处理后入冷库箱库冷库箱。
(5)去脏器后的胴体在预冷此前需要来清洁工作,去掉自身的血水。
4、预冷
(1)预冷分池预冷和锥型预冷机预冷。池预冷挤占的的面积比预冷机预冷要大。
(2)预冷油温:0-2℃,预冷时刻:45min。
(3)预冷好的胴体要能够 沥干机或高架气流传输机将体內的水沥干。
(4)预冷后的鸡胴体平台环境温度在10℃下类。
5、切割成包装箱
(1)切割成高架气力输送机线挂扣间隔距离:8厘米(203.2mm),应用标准规范驱动包摩托车链,摩托车链节距t=25.4mm,直流变频空调调压。
(2)在高架传送渠道由分开运行员分开各个的器官肉,把分开肉放入平面传送机发送送来分栋车间工作台去分栋。
(3)把分检后的步位肉只能根据追求计重后正空包装箱,放到冷藏盘中用凉肉架车压在结冻库(-30℃)结冻或到原材料放置冷却间(0-4℃)真空包装。
(4)将结冻好的物料脱盘后装柜,进速冻库(-18℃)储藏。
(5)切割成封装间温度控制:10-15℃。

 地址:武汉市江岸区建设新村特一号
地址:武汉市江岸区建设新村特一号 邮箱:xxxxxx@139.com
邮箱:xxxxxx@139.com