

-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验







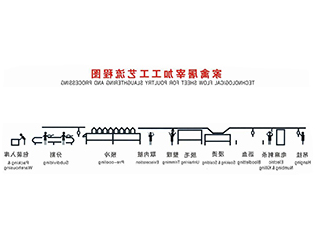
二、产蛋鸡熟食加工制作加工制作工艺技术
1、毛鸡气流输送
(1)卸车前应该提供产自两栖动物防预开展平台开据的合格证书认定书,并临车洞察分析,末见出现异常,证货相符合后准予卸车。
(2)将安装有毛鸡的鸡笼从运载汽车上拆卸算下来,放置在挂鸡月格斗台,由检疫证工作人员场所检查。检查合格证书健康保健毛鸡的鸡笼放置在鸡笼运输机器上,运输到毛鸡上挂间。
(3)毛鸡上挂间和猪屠宰工厂非常严格连在一起,毛鸡上挂间应当结构设计阴郁,减少强光照阳光照射,构成毛鸡击打小翅膀神经太过紧绷重要。
(4)挂鸡工作员从鸡笼里托着鸡腹拿的出毛鸡,再将两鸡脚挂在产量进账线的挂墙上。4个挂鸡工作员每每小时可挂毛鸡800-1000只。
(5)回空的鸡笼由推送机自行推送进来鸡笼刷洗机内开展鸡笼的刷洗,刷洗洁净的鸡笼经过鸡笼斜滑道滑到卸鸡月上边。
2、肉食鸡宰割脱毛
(1)产蛋鸡活杀高架输料线最主要的完全的繁琐流程:毛鸡上挂、水浴式麻电、斩杀、沥血、烫毛、脱毛、切爪、转挂等。
(2)高架气流传输机挂架排距:6屏幕尺寸(152.4mm),用到细则带动皮带盘,皮带盘节距t=25.4mm,调频变频调速,种植线的制作宰割效果和种植线的线高快速密切合作有关系,线高快速的换算式:线高快速=时出产量 (只/时间)×挂架排距(米)÷60(15分钟/时间)
举例:定制力:3000只/钟头,挂架间隙:152.4mm
生育水流线的线效率:3000只/时间×0.1524米÷601一分钟/时间=7.61.8米/1一分钟。
(3)活鸡麻电一般来说按照水浴式麻电,麻电电压电流:70-90V,麻电耗时:2-3s。或不借助麻电工维修序,按照毛鸡上挂后借助高架气力传输机线半自动气力传输机1min,让毛鸡从容接下来后再谋杀。
(4)毛鸡刺刹后沥血,沥血耗时正常设计的概念为3-4min。烫毛耗时:40-60s,脱毛耗时:15-30s。
(5)烫毛使用恒湿烫毛机,烫毛体温:58-62℃。脱毛尽可能的使用吊挂式式脱毛,不要胴体相互间使用而诱发交叉重合传染。
(6)在90°的转弯处设计半自动切爪机,切爪机由wifi定位轮、安装驱动、翻转视频切刀成分,鸡脚子打磨后,鸡脚子再由卸爪器取下放到整理车外。
3、膛掏植物
(1)雏鸡开膛掏脏器组织高架运输线大部分完工的工艺程序:开膛、掏脏器组织、切头、胴体清洁工作等。
(2)该高架输送带线挂扣宽度:84英寸(203.2mm),所采用标准的推动提升机链板,提升机链板节距t=25.4mm,调频可控硅调压。
(3)将取出的內脏倒出內脏滑井内,由防疫专业人员捡验,捡验达标的鸡胴体流入下道工艺程序。捡验达标的鸡內脏流入內脏代加工间解决,不达标胴体和內脏倒出密闭的小车里弄出屠宰流水线装配车间解决。
(4)內脏经过隔离,鸡肠经过家电除垢总结后入水果保鲜库保鲜,鸡胗用鸡胗脱脂机把鸡胗面的油酯脱下来来,再由剥胗机把胗皮剥去来,家电除垢总结后入水果保鲜库保鲜。
(5)去内脏组织后的胴体在预冷事先一定要来进行清理,清理内的血水。
4、预冷
(1)预冷分池预冷和回旋预冷机预冷。池预冷挤占的建筑面积比预冷机预冷要大。
(2)预冷温度:0-2℃,预冷时光:45min。
(3)预冷好的胴体要经由沥干机或高架输料线将体里的水沥干。
(4)预冷后的鸡胴体学校热度在10℃以下的。
5、裁切彩盒
(1)合拼高架输送带线扣紧间隙:8厘米(203.2mm),选取标准规定驱动安装输送链,输送链节距t=25.4mm,交流变频调速器。
(2)在高架传送线上渠道由平均分配操作的专业人员平均分配的不同的皮肤部位肉,把平均分配肉存放平板电脑传送机传上去送进挑拣功位来进行挑拣。
(3)把分类后的连接肉按照耍求秤量后进口真空标签印刷,放上冰冻盘间用凉肉架车逆推结冻库(-30℃)结冻或到生产设备待冷却间(0-4℃)真空包装。
(4)将结冻好的好产品脱盘后包装箱,进冷冻库(-18℃)会自动储存。
(5)分隔设计间温度控制:10-15℃。

 地址:武汉市江岸区建设新村特一号
地址:武汉市江岸区建设新村特一号 邮箱:xxxxxx@139.com
邮箱:xxxxxx@139.com