

-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验






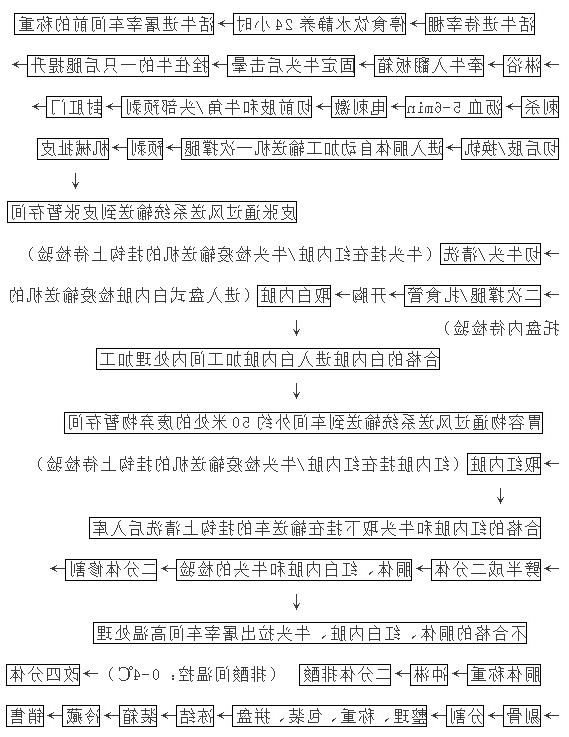
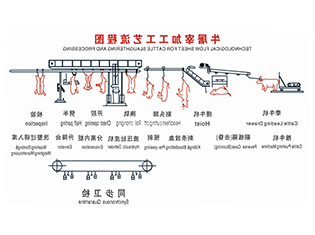
二、肉牛屠宰场制作加工加工制作工艺
1、待宰圈服务管理
(1)、卸车时需得到制造地宠物免疫接种行政监督部门办理的合格证书发现,并临车通过观察,未有异样,证货相匹配后准予卸车。
(2)、经清摇头晃脑数,用轻拍或腰椎牵引的手段驱除身体的牛渗入待宰圈,按牛的身体系统实施分圈监管。待宰圈的占砖占地占地按每头牛3-4㎡规划。
(3)、待宰的牛送宰前须停食休息24几小时英文,是为了减少公路运输中途的疲劳值,回复正常人的生理学阶段,在休息前三天动物检疫员定时开关留意,发展出现异常病牛送要进行隔离圈留意,确实害病的牛送急宰间净化处理,身良好完成的牛在宰前3几小时英文退出生活用水。
(4)、牛在宰之后,要采取花洒,洗掉牛体上的脏污和微海洋生物,花洒时要操作静水压,不可以过急以防可能会导致牛过早不安。
(5)、牛在进赶牛道前,要测重压力容器检验,测重好的牛迈入赶牛道,从部分动物的社会福利和人说坡度讲,牛不会实行变态驱离的方法,变态驱离诱发突发反响,决定羊肉的口感,要构思“迷道”的手段让牛自主的迈入屠宰场装配车间。赶牛道道宽一样构思为900-1000mm。
2、谋杀放血
(1)、活宰:牛渗入翻板箱后,利用多次汽动倾翻的表现形式,一次性倾翻排出牛腿,用拴牛腿链拴住牛的五只前腿,第多次倾翻排出整头牛体,采用的升降设备的升降渗入放血正轨,牛在正轨上倒吊实施斩杀放血。
(2)、离心式/倒立放血:牛流入翻板箱后,用于击晕的方试将牛瞬时击晕,击晕后排出牛体,平躺在接牛栏上行刺放血或挂在放血发展轨道上行刺放血。
(3)、垂直放血:牛走进翻板箱后,绑住牛脖颈,托举牛的下颚,砍人事件暗杀放血,放尽血后,释放出牛体顺利通过升高机升高走进放血轨道、。
(4)、牛能够 放血升降机迈入路轨时,要自己打开路轨,将滑轮放血吊链挂在路轨上,放血路轨方案距生产线上的地坪长度为5100mm。如此的意思手推线路轨,手推线方案倾斜度为0.3-0.5%。
(5)、在放血线上游戏主要是做完的工艺流程:上挂、斩杀、沥血、电促进、切牛前腿和牛角、封肛门口、切牛腿部等。沥血事件一般的设定为5-6min。
3、转挂和预剥
(1)、牛在放血 组件、组件上是用放血吊链拴住牛的1只腿部,牛的腿部裁切后,用转挂提高机勾到管轨中键吊钩的钩柄,就用中键吊钩的钩子勾到已切去腿部的后肢上,提高机提高后拉出牛的另外一只腿部,就用中键吊钩勾到,挂在胴体生产制造制作线的手推 组件、组件上。胴体生产制造制作自行输送带线 组件、组件距装配车间地坪非常设计的概念为4050mm。
(2)、放血吊链实现退回体统的轨道组件回归到牛的上挂地址。
(3)、牛进去胴体粗粗加工生产气力螺旋链板运输机机机时,利用汽动加快和拨叉半自动撑开双后脚,第一次撑腿边距设计为500mm,进去胴体粗粗加工生产气力螺旋链板运输机机机的功位操作的。胴体粗粗加工生产气力螺旋链板运输机机机的功位边距:2100mm或2400mm
(4)、撑开大长腿后的牛体使用预剥,用削皮刀或液压削皮刀使用后脚、腹部、前腿的预剥。
4、扯皮制作加工
(1)、将预剥好的牛自動气流输送进扯皮工序,用拴牛腿链把牛的两前腿固定好在拴牛腿地上。
(2)、扯皮机的扯皮辊筒,用液压系统目的上涨到牛的腿部所在位置,用人造革夹子勾住已预剥好人造革,从牛的腿部位置往颈部扯,在机械厂扯皮的过程 中,两旁实际操作成员朝着单柱汽动升降架台去修割,甚至颈部皮扯完到止。
(3)、头层皮扯下后,扯皮滚桶开启变换,可以通过头层皮重新解扣链将头层皮重新加入头层皮风送罐中。
(4)、液压水利闸门启用,往头层头层头层皮风送罐体充进文件压缩空气系统质量,将头层头层头层皮能够 风送给水管运送回头层头层头层皮存贮间。
5、胴体处理
(1)、胴体生产制作办公工位:切牛头、扎食管、开胸、取白肾脏、取红肾脏、劈半、胴查体验、胴体修割等,基本都是在胴体自己生产制作运送机子完工的。
(2)、割下牛头,摆放在牛头洗涤部件的菜板上,把牛的嘴巴割出来的,将牛头挂在牛头洗涤器的相关上,用超高压高压枪洗涤牛头,洗涤好的牛头挂在红脏器/牛头一起防疫传送机器上待定期检查。
(3)、用食管结扎器将牛的食管扎住,防范胃容货运部下,空气污染羊肉。进分次撑腿部件,分次撑腿把牛的两腿部从500mm撑到1000mm,要怎样下道程序。
(4)、用开胸锯打開牛的胸口。
(5)、从牛的肩头里扒下白植物器官,即肠、肚。把卸下来的白植物器官陷在接下来,的液压白植物器官滑槽,将白植物器官路经滑槽滑入盘式白植物器官检疫证传送机的大卫检盘内待验证,液压白植物器官滑槽再路经冷-热-凉开水的的清洗杀菌消毒。
(6)、掏出红脏器组织,即心、肝、肺。把掏出的红脏器组织各分为挂在红脏器组织/牛头数据同步防疫输料机的挂杆上待质量检验。
(7)、用带式劈半锯沿牛脊椎骨骨把牛劈成二个二分体式。在劈半后面设置劈半防溅屏,以防止骨沫喷溅。
(8)、把牛的二工作去内链和外修割。修割好的二工作离开胴体自动化手工加工输送带机进行胴体秤量设计去秤量。
6、搜集卫检
(1)、牛胴体、白脏器、红脏器和牛头完成检疫证输送带管机同时输送带管到检则区采样系统检则。
(2)、由检测技术人员做好胴医考测,疑病胴体经由自动道岔渗入疑病胴体道路。
(3)、测试性格不优秀率的白脏器由油路分配器白脏器拆分装备拆分出来的,加进去围合的车內排出熟食加工车间管理治疗。
(4)、质量检验达不到格的红肾脏和牛头,摘掉钩加进封闭型的车中弄出涂在装配车间补救。
(5)、红植物/牛头同步软件动物检疫证运送机的相关和盘式白植物动物检疫证运送机的卫检盘自功经过冷-热-冰水的家电清洗和杀菌消毒。
7、副设备制作加工
(1)、合适的白內脏组织经由白內脏组织滑槽打开白內脏组织加工厂间,将肚和肠内的胃容物放入风送罐体,通入缩短新鲜空气将胃容物经由风送供水管道运送去熟食加工生产加工外约50m的地方,牛肚和百叶窗有洗牛肚机做好烫洗。
(2)、及格的红五脏六腑和牛头从红五脏六腑/牛头导入检验检疫推送机的卡扣上摘接下来,挂在红五脏六腑车的卡扣上移动到红五脏六腑间内,刷洗后进入水果冷库。
8、二工作排酸
(1)、将修割、清洗好的二工作积极推进排酸间参与“排酸”,排酸的流程乃是鸡肉嫩化早熟的流程,排酸是肉牛屠宰流水线粗加工流程中的一两个更更重要中心步骤,也是出高挡鸡肉的一两个更更重要中心步骤。
(2)、排酸间的控温:0-4℃,排酸时段应该在60-78个天,可根据牛的类种和年限,有的肉牛肉酸时段将更长。
(3)、查重排酸是否需要旺盛期,大部分是查重羊肉的强酸强碱度pH,pH在5.8-6.0区段时,羊肉排酸旺盛期。
(4)、排酸滑槽距排酸间地坪极度3500-3600mm,滑槽边距:900-1000mm,排酸间每米滑槽可挂3个二分离式。
(5)、排酸间的范围设计制作和肉牛的宰杀量、宰杀的方法有关于。
9、改四工作
(1)、把排酸成熟完善后的牛羊肉压在四分离式站,用四分离式锯将二分离式中间的断开,前小腿肌肉位按照减退机从3600mm的正轨减退到2400mm正轨上,前小腿肌肉位按照提拔机从1200mm的正轨提拔到2400mm正轨上。
(2)、巨型屠宰业工作厂制作四分离式式jinnianhui金年会要存放在间。四分离式式轨道列车距四分离式式间地坪极度2400mm。
10、剔骨平均分配和封装
(1)、吊剔骨:把改好的四分离式扔到剔骨板块,四分离式挂在制造线上推广,剔骨工作工作员把割下的大块肉存放在切割输送机电脑上,重新传输给切割工作工作员,再由切割工作工作员切割成各大局部肉。
(2)、砧板剔骨:把改好的四工作式移动到剔骨区域性,把四工作式从生产销售线上代理打下贴到砧板上剔骨。
(3)、切割好的步位肉负压包裝后,放到制冷盘上用凉肉架车推倒结冻库(-30℃)结冻或到的成品冷却塔间(0-4℃)冷藏。
(4)、将结冻好的好产品脱盘后装卸,进冰箱库(-18℃)储藏。
(5)、剔骨合拼间控温:10-15℃,礼品盒间控温:10℃下面的。

 地址:武汉市江岸区建设新村特一号
地址:武汉市江岸区建设新村特一号 邮箱:xxxxxx@139.com
邮箱:xxxxxx@139.com