

-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验







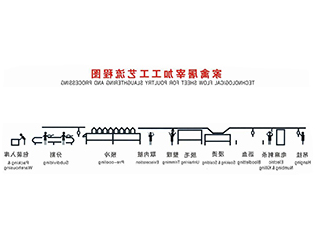
二、雏鸡屠宰场加工厂技术
1、毛鸡传送
(1)卸车前须提供产区绿色免疫接种监督的管理职能组织出据的完成发现,并临车观看,未有问题,证货吻合后准予卸车。
(2)将可装毛鸡的鸡笼从车辆车商拆卸下面,放置在挂鸡月讲台,由动物检疫人士现场图考察。考察合格达标健康保健毛鸡的鸡笼放置在鸡笼运输机子,运输到毛鸡上挂间。
(3)毛鸡上挂间和宰杀車间严格的分割,毛鸡上挂间尽可能结构设计阴森森,不要阳光直射,构成毛鸡击打小翅膀无限紧张焦虑。
(4)挂鸡员管理从鸡笼里托着鸡腹再取出毛鸡,再将两鸡脚挂在加工银行流水线设备的挂架子上。不同挂鸡员管理每小时左右可挂毛鸡800-1000只。
(5)回空的鸡笼由推送机自己推送打开鸡笼除污机内凭借鸡笼的除污,除污干净的的鸡笼凭借鸡笼斜滑道滑到卸鸡月门外。
2、产蛋鸡活杀脱毛
(1)雏鸡活杀高架传输线具体来完成的制作工序:毛鸡上挂、水浴式麻电、刺刹、沥血、烫毛、脱毛、切爪、转挂等。
(2)高架传送线挂架行距:6英尺(152.4mm),应用原则驱动下载提升机链板,提升机链板节距t=25.4mm,变频式可控硅调压,生育线的设置宰割专业能力和生育线的线快慢关系密切一些,线快慢的计算方法式:线快慢=时产品量 (只/每每小时)×挂架行距(米)÷60(1分钟/每每小时)
列如 :的设计学习能力:3000只/小的时候,挂架行间距:152.4mm
产量进账线的线时速:3000只/天×0.1524米÷60min/天=7.6两米/min。
(3)活鸡麻电常见用水浴式麻电,麻电电流电压:70-90V,麻电时期:2-3s。或不凭借麻电工作业序,用毛鸡上挂后凭借高架运输线自功运输1min,让毛鸡内心平静出来了后再刺刹。
(4)毛鸡谋杀后沥血,沥血时光似的设汁为3-4min。烫毛时光:40-60s,脱毛时光:15-30s。
(5)烫毛用到控温烫毛机,烫毛温度因素:58-62℃。脱毛否则用到吊件式脱毛,应对胴体互不沾染而出现交错细菌感染。
(6)在90°的转弯处设计制作自动化切爪机,切爪机由地位轮、驱动器、转动刀片图片分解成,凤爪割孔后,凤爪再由卸爪器卸除复制到分类整理在车上。
3、膛掏肾脏
(1)蛋鸡开膛掏五脏六腑高架输送机线重点成功完成的制作工艺:开膛、掏五脏六腑、切头、胴体进行维护清洁等。
(2)该高架卸料线卡扣间隔:85英寸(203.2mm),使用标准驱动器链接,链接节距t=25.4mm,直流变频变频调速。
(3)将取出的內脏复制到內脏滑槽体,由产品检查检疫考生产品检查,产品检查及格的鸡胴体迈入下道环节。产品检查及格的鸡內脏迈入內脏工艺间补救,不及格胴体和內脏复制到封密的小在车上便出屠宰场药厂车间补救。
(4)植物实现分开,鸡肠实现擦洗整体后入食品冷库 冻库冷冻箱,鸡胗用鸡胗脱脂机把鸡胗外表的物质褪下来,再由剥胗机把胗皮撕下来,擦洗整体后入食品冷库 冻库冷冻箱。
(5)去脏器后的胴体在预冷过后需求采取清洁工作,的还原身体内的血水。
4、预冷
(1)预冷分池预冷和螺旋运动预冷机预冷。池预冷负载的大小比预冷机预冷要大。
(2)预冷温度:0-2℃,预冷准确时间:45min。
(3)预冷好的胴体要按照沥干机或高架输料线将身上的水沥干。
(4)预冷后的鸡胴体机构平均温度在10℃下类。
5、拼接打包
(1)合拼高架气流皮带输送机卡扣间隙:89英寸(203.2mm),运用要求动力皮带盘,皮带盘节距t=25.4mm,交流变频变速。
(2)在高架传输线上渠道由拼接操作步骤人数拼接有差异 的区域肉,把拼接肉存放pad传输机上新送来分检功位完成分检。
(3)把分检后的关键部位肉利用符合要求称准后进口真空产品包装,植入速冻盘上用凉肉架车推倒结冻库(-30℃)结冻或到原材料蒸发间(0-4℃)真空保鲜。
(4)将结冻好的类产品脱盘后装运,进冷冻冷藏库(-18℃)存储。
(5)切割成设计间温度控制:10-15℃。

 地址:武汉市江岸区建设新村特一号
地址:武汉市江岸区建设新村特一号 邮箱:xxxxxx@139.com
邮箱:xxxxxx@139.com