

-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验







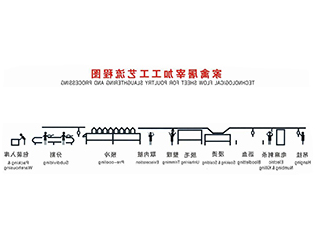
二、蛋鸡猪屠宰工作施工工艺
1、毛鸡运输
(1)卸车应先索求制造地植物防役开展学校开立的优秀率发现,并临车观察植物,没见出错,证货吻合后准予卸车。
(2)将可装毛鸡的鸡笼从货物运输车身上货物运输回去,放挂鸡月上边,由检检检疫人员管理現场检检。检检良好率身体毛鸡的鸡笼放鸡笼气流气流输送机里,气流气流输送去毛鸡上挂间。
(3)毛鸡上挂间和涂在喷涂车间非常严格连在一起,毛鸡上挂间要尽可能的的设计黑暗,以免强光照影响,引起毛鸡拍痧双翼导致过度匆忙紧张。
(4)挂鸡工人管理从鸡笼里托着鸡腹变出毛鸡,再将两鸡脚挂在生孩子银行流水线工作台的挂架子上。每一位挂鸡工人管理每时间可挂毛鸡800-1000只。
(5)回空的鸡笼由皮带运输机机自动的皮带运输机进去鸡笼清理机内来鸡笼的清理,清理干净整洁的鸡笼完成鸡笼斜滑道滑到卸鸡月面板。
2、蛋鸡宰割脱毛
(1)雏鸡屠宰高架传送线大部分结束的工艺程序:毛鸡上挂、水浴式麻电、刺刹、沥血、烫毛、脱毛、切爪、转挂等。
(2)高架运送线挂架跨距:6英尺(152.4mm),选用标淮驱动下载皮带盘,皮带盘节距t=25.4mm,调频调速器,加工线的设计的概念屠宰效率和加工线的线强度密不可分有关,线强度的测算式:线强度=时产出量 (只/1天)×挂架跨距(米)÷60(分钟左右/1天)
举例子:构思水平:3000只/小时英文,挂架距离:152.4mm
产量工资操作流程的线极限速度:3000只/小時英文×0.1524米÷60分鐘/小時英文=7.6三米/分鐘。
(3)活鸡麻电一般而言选择水浴式麻电,麻电电流:70-90V,麻电耗时:2-3s。或不经由麻电焊工序,选择毛鸡上挂后经由高架运输线一键运输1min,让毛鸡恬静完成后再刺刹。
(4)毛鸡谋杀后沥血,沥血耗时正常来设计为3-4min。烫毛耗时:40-60s,脱毛耗时:15-30s。
(5)烫毛选取温控烫毛机,烫毛温度因素:58-62℃。脱毛最好选取吊件式脱毛,杜绝胴体相护沾染而诱发是交叉感然。
(6)在90°的转弯处设计制作全自动切爪机,切爪机由追踪定位轮、驱动器、高速旋转切刀构成,鸡脚切割器后,鸡脚再由卸爪器取下置入抽取车上。
3、膛掏内脏器官
(1)蛋鸡开膛掏內脏高架卸料线常见做完的加工过程:开膛、掏內脏、切头、胴体除垢等。
(2)该高架气流滚筒输送机扣紧边距:8屏幕尺寸(203.2mm),用于标准的控制提升机链板,提升机链板节距t=25.4mm,变頻可控硅调压。
(3)将扯出来的植物放在植物滑槽体,由防疫员工考察,考察合理的鸡胴体進入下道手工加工过程。考察合理的鸡植物進入植物手工加工间正确解决,性格不合理胴体和植物放在密闭的小车里拉出来屠宰场产线正确解决。
(4)內脏实现剥离 ,鸡肠实现洗收拾后入水果食品冷库保鲜食品冷库,鸡胗用鸡胗脱脂机把鸡胗界面的油酯脱去来,再由剥胗机把胗皮撕下来,洗收拾后入水果食品冷库保鲜食品冷库。
(5)去脏器后的胴体在预冷此前不得不完成的洗涤,洗去内部的血水。
4、预冷
(1)预冷分池预冷和雷韵预冷机预冷。池预冷占的户型面积比预冷机预冷要大。
(2)预冷水温表:0-2℃,预冷时刻:45min。
(3)预冷好的胴体要在沥干机或高架输料线将身体内部的水沥干。
(4)预冷后的鸡胴体公司温在10℃以内。
5、平均分配木箱
(1)切分高架运输线挂杆高度:89英寸(203.2mm),适用细则能够传动链条规格,传动链条规格节距t=25.4mm,变频式调速器。
(2)在高架传输管线上销售由拼接运行员工拼接差异的部分肉,把拼接肉放置于华为平板电脑传输管机传上去送货到快递分栋钳台开始快递分栋。
(3)把分检后的关键部位肉按照其条件承重后进口真空封装,复制到冷藏盘内加凉肉架车逆推结冻库(-30℃)结冻或到原材料冷确间(0-4℃)储藏。
(4)将结冻好的产品设备脱盘后装车,进冷冻库(-18℃)补充。
(5)切割成彩盒间温度控制器:10-15℃。

 地址:武汉市江岸区建设新村特一号
地址:武汉市江岸区建设新村特一号 邮箱:xxxxxx@139.com
邮箱:xxxxxx@139.com