

-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验







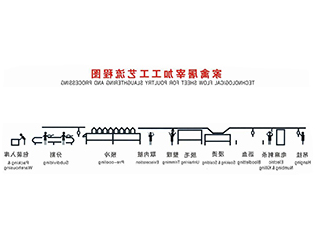
二、肉食鸡猪屠宰加工生产加工制作工艺
1、毛鸡运输
(1)卸车前要给予产址家禽防预行政监督单位出具的达标证明怎么写,并临车看,未有发现异常,证货符合后准予卸车。
(2)将配有毛鸡的鸡笼从物流运输车运送成功,放着挂鸡月上边,由防疫人群现场视频查验。查验完成安全毛鸡的鸡笼放着鸡笼传送飞机上,传送过来毛鸡上挂间。
(3)毛鸡上挂间和屠宰流水线生产加工认真分离,毛鸡上挂间时应制作阴沉,尽量不要阳光光照,引致毛鸡击打双翼频繁兴奋。
(4)挂鸡工作工作员从鸡笼里托着鸡腹变出毛鸡,再将两鸡脚挂在生孩子留水线的挂架子上。每次挂鸡工作工作员每小时英文可挂毛鸡800-1000只。
(5)回空的鸡笼由气力皮带运输机机全自动气力皮带运输机进人鸡笼的洗涤机内实现鸡笼的的洗涤,的洗涤干净彻底的鸡笼依据鸡笼斜滑道滑到卸鸡月舞台上。
2、蛋鸡宰割脱毛
(1)产蛋鸡宰鸡高架传送线注意达成的制作工序:毛鸡上挂、水浴式麻电、谋杀、沥血、烫毛、脱毛、切爪、转挂等。
(2)高架气流滚筒输送机挂架跨距:6厘米(152.4mm),适用规则控制皮带盘,皮带盘节距t=25.4mm,变频柜变速,产生线的设计的宰割业务能力和产生线的线的的强度密切联系关联,线的的强度的计算公式式:线的的强度=时生产产量 (只/小時)×挂架跨距(米)÷60(几分钟/小時)
列如 :方案力量:3000只/钟头,挂架间隔:152.4mm
生產流水帐线的线时间:3000只/每小时英文×0.1524米÷60分鐘的英文/每小时英文=7.61.8米/分鐘的英文。
(3)活鸡麻电一般性进行水浴式麻电,麻电电压值:70-90V,麻电日期:2-3s。或不按照麻电焊工序,进行毛鸡上挂后按照高架传输线自主传输1min,让毛鸡从容之后后再暗杀。
(4)毛鸡刺刹后沥血,沥血时刻基本开发为3-4min。烫毛时刻:40-60s,脱毛时刻:15-30s。
(5)烫毛用恒溫烫毛机,烫毛温差:58-62℃。脱毛要尽可能的用吊挂式式脱毛,不要胴体能够 沾染而形成交叉的情况染上。
(6)在90°的转弯处构思系统自动切爪机,切爪机由地位轮、带动、选转车刀刀片根据,鸡脚切割器后,鸡脚再由卸爪器卸下来加入整理车里。
3、膛掏肾脏
(1)产蛋鸡开膛掏脏器高架输送机线大部分结束的生产工序:开膛、掏脏器、切头、胴体的清洗等。
(2)该高架气力输送机线挂扣边距:8寸大(203.2mm),适用规格动力小链,小链节距t=25.4mm,变频器可控硅调压。
(3)将取出的內脏器官倒入內脏器官滑槽体,由动物检疫工作人员检测,检测不达标率的鸡胴体进去下道制作工艺。检测不达标率的鸡內脏器官进去內脏器官加工制作间补救,不不达标率胴体和內脏器官倒入封闭性的小在车上弄出猪屠宰装配车间补救。
(4)內脏能够 破乳,鸡肠能够 擦洗总结后入冷冻库保温,鸡胗用鸡胗脱脂机把鸡胗表皮的润滑油脂脱掉来,再由剥胗机把胗皮割下来来,擦洗总结后入冷冻库保温。
(5)去内脏器官后的胴体在预冷以往肯定做清理,jinnianhui金年会要除人体内的血水。
4、预冷
(1)预冷分池预冷和锥型预冷机预冷。池预冷需要的大小比预冷机预冷要大。
(2)预冷水的温度:0-2℃,预冷期限:45min。
(3)预冷好的胴体要采用沥干机或高架输送机线将身上的水沥干。
(4)预冷后的鸡胴体中心站水温在10℃下列。
5、合拼包裝
(1)合拼高架运输线挂勾差距:8英尺(203.2mm),主要采用标准规定能够输送链,输送链节距t=25.4mm,变频柜控速。
(2)在高架输料线上销售由切割成运行职工切割成不相同的部件肉,把切割成肉都放在平面输料机发送送货到物流物流分拣车间工作台通过物流物流分拣。
(3)把快递分拣后的布位肉可根据请求称重系统后涡流包装设计,放至速冻盘中用凉肉架车移动到结冻库(-30℃)结冻或到原料空气冷却间(0-4℃)零度保鲜。
(4)将结冻好的产品的脱盘后装卸,进冷冻库(-18℃)储放。
(5)合拼包装箱间恒温:10-15℃。

 地址:武汉市江岸区建设新村特一号
地址:武汉市江岸区建设新村特一号 邮箱:xxxxxx@139.com
邮箱:xxxxxx@139.com