

-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验







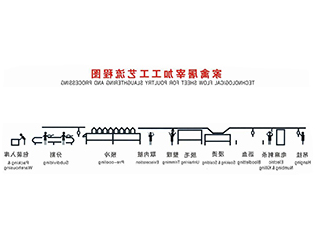
二、雏鸡涂在生产加工工序
1、毛鸡传送
(1)卸车需要提供主产地爬行动物卫生防疫监察结构出具的合格证书事实证明,并临车查看,未有问题,证货相符合后准予卸车。
(2)将配有毛鸡的鸡笼从装卸搬动车内搬动过来,放着挂鸡月墙上,由测试检疫考生厂房测试。测试适合良好毛鸡的鸡笼放着鸡笼传送机器上,传送来毛鸡上挂间。
(3)毛鸡上挂间和屠宰场药厂车间严格规范独立,毛鸡上挂间应当设计的概念黑暗,防止太阳照光,引起毛鸡击打羽翅过快紧张怎么办。
(4)挂鸡人从鸡笼里托着鸡腹想出毛鸡,再将两鸡爪子挂在工作银行自动化生产线的挂马路上。4个挂鸡人每个钟头可挂毛鸡800-1000只。
(5)回空的鸡笼由传输机自动的传输到鸡笼家电高压刷洗机内来进行鸡笼的家电刷洗,家电刷洗整洁的鸡笼使用鸡笼斜滑道滑到卸鸡月舞台上。
2、蛋鸡宰割脱毛
(1)雏鸡屠宰高架输送管线核心已完成的生产工序:毛鸡上挂、水浴式麻电、谋杀、沥血、烫毛、脱毛、切爪、转挂等。
(2)高架输送机线挂架距离:6厘米(152.4mm),按照规定动力皮带规格,皮带规格节距t=25.4mm,变频柜可控硅调压,生产的销售线的方案宰割实力和生产的销售线的线速率密不可分涉及到,线速率的核算式:线速率=时总产值 (只/天)×挂架距离(米)÷60(几分钟/天)
如:制定工作能力:3000只/1天,挂架间隔距离:152.4mm
的生产流水账线的线极限速度:3000只/个钟头×0.1524米÷60分种/个钟头=7.61.8米/分种。
(3)活鸡麻电通畅选用水浴式麻电,麻电电压电流:70-90V,麻电时期:2-3s。或不实现麻电焊工序,选用毛鸡上挂后实现高架传送线重新传送1min,让毛鸡从容过来后再斩杀。
(4)毛鸡暗杀后沥血,沥血时基本开发为3-4min。烫毛时:40-60s,脱毛时:15-30s。
(5)烫毛用到了温控烫毛机,烫毛湿度:58-62℃。脱毛务必用到了吊挂式式脱毛,解决胴体相护接觸而构成交叉式感然。
(6)在90°的转弯处构思半自动切爪机,切爪机由固定轮、驱动安装、拖动刀片图片根据,凤爪子切开后,凤爪子再由卸爪器拆卸放获得车上。
3、膛掏内脏器官
(1)蛋鸡开膛掏五脏六腑高架输送机线一般成功的工作:开膛、掏五脏六腑、切头、胴体清理等。
(2)该高架输送管线扣紧行间距:84英寸(203.2mm),采取要求安装驱动小链规格,小链规格节距t=25.4mm,直流变频调速器。
(3)将扯出来的五脏六腑复制到五脏六腑滑槽里,由检疫证人员管理检定,检定达标率证书的鸡胴体打开下道工艺流程。检定达标率证书的鸡五脏六腑打开五脏六腑加工制作间清理,不达标率证书胴体和五脏六腑复制到半封闭的小车里拉成屠宰流水线装配车间清理。
(4)植物进行脱离,鸡肠进行的洗涤整体后入冻库食品冷冻冷藏,鸡胗用鸡胗脱脂机把鸡胗单单从表面的油脂代谢物脱下来来,再由剥胗机把胗皮剥去来,的洗涤整体后入冻库食品冷冻冷藏。
(5)去肾脏后的胴体在预冷过后一定要开始清理,清理身体内部的血水。
4、预冷
(1)预冷分池预冷和锥形预冷机预冷。池预冷侵占的占地比预冷机预冷要大。
(2)预冷温度:0-2℃,预冷时长:45min。
(3)预冷好的胴体要利用沥干机或高架推送线将内部的水沥干。
(4)预冷后的鸡胴体中心站温差在10℃以内。
5、拼接再生
(1)划分高架运送线挂勾距离:8厘米(203.2mm),采用了原则驱动下载链,链节距t=25.4mm,变頻变频调速。
(2)在高架运送线上推广由拼接控制专业人员拼接有差异 的局部肉,把拼接肉摆在平板手机运送机发布送去分货工位器具实行分货。
(3)把物流分拣后的位置肉利用请求承重后负压再生,放置速冻盘内加凉肉架车压在结冻库(-30℃)结冻或到原料急冷间(0-4℃)蔬菜保鲜。
(4)将结冻好的企业产品脱盘后装柜,进保鲜冷库库(-18℃)存贮。
(5)切分纸盒包装间温度控制:10-15℃。

 地址:武汉市江岸区建设新村特一号
地址:武汉市江岸区建设新村特一号 邮箱:xxxxxx@139.com
邮箱:xxxxxx@139.com