

-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验







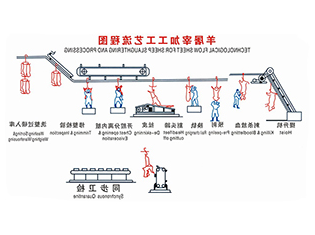
二、 肉羊宰杀加工厂生产技术
1、待宰圈菅理
(1)、卸车时应接受主产地宠物防治监控功能单位开立的符合标准证件,并临车了解,没见异常情况,证货相应后准予卸车。
(2)、经清咧嘴数,用轻拍的模式赶走安全的羊入驻待宰圈,按羊的安全请况对其进行分圈控制。待宰圈的占室内地大小大小按每只羊0.6-0.8㎡设计的概念。
(3)、待宰的羊送宰前须停食休养24小時英文,若要除去物流运输半途的疲劳值,找回顺利的身体模式,在休养前一天防疫师定时执行留意,表明异常情况病羊送分隔圈留意,来确定害病的羊送急宰间正确处理,营养达标率的羊在宰前3小時英文中止饮水设备。
2、暗杀放血
(1)、水平放血:用V型传送带卸料机机将活羊传送带卸料机到猪屠宰药厂车间,在传送带卸料机飞机上传送带卸料机的阶段中用力麻电器产品将羊击晕,第二步在放血舞台上行凶谋杀放血。
(2)、倒立放血:活羊用放血吊链拴住只腿部,实现加快机或羊放血线的加快控制系统将毛羊加快迈入羊放血自动式传输线的发展轨道上再持械暗杀放血。
(3)、羊放血自主卸料线组件规划距成品库的地坪特别不底于2700mm,在羊放血自主卸料线上游戏常见完毕的道工序:上挂、行刺、沥血、去头等,沥血时期正常规划为5min。
3、预剥扯皮
(1)、下跌情况预剥:用羊用叉挡将羊的两腿部叉开,方能前腿、腿部和胸口的预剥。
(2)、不平衡点量预剥:放血/预剥自然式运输线的挂杆钩住羊的四只腿部,扯皮自然式运输线的挂杆钩住羊的两前腿,这二条自然式线的速率是同步软件行进的,羊的小腹朝上,背上朝下,不平衡点量行进,在运输的全期间中去预扒皮。那样预剥的行为可以效的抑制在预剥全期间中羊毛绒粘在胴体上。
(3)、用羊用扯皮机的夹皮部件夹到羊皮,从羊的腿部往下面腿角度扯下整片羊皮;表明宰杀的施工工艺,也可从羊的前腿往腿部角度扯下整片羊皮。
(4)、将扯下的羊皮进行羊皮传送机或羊皮风送设计传送进羊皮暂存区间内。
4、胴体处理
(1)、胴体代粗加工办公桌:开胸、取白内脏器官组织、取红内脏器官组织、胴休检验、胴体修割等,几乎都是在胴体电脑自动代粗加工运输网上做好的。
(2)、拆开羊的胸腔后,从羊的肩头内拿下白脏器,即肠、肚。把取掉的白脏器倒出一起卫检线的托盘的内待检测。
(3)、掏出红脏器器官,即心、肝、肺。把掏出的红脏器器官挂在同步软件卫检线的卡扣上待捡验。
(4)、羊胴体做出修整,修整后进入组件智能电子秤做出胴体的称准。要根据称准的结论做出划分公章。
5、同歩卫检
(1)、羊胴体、白內脏、红內脏依据同部卫检线输送带到检定区监测检定。
(2)、检测不适适合的异常情况病胴体,用道岔步入异常情况病胴体行列,去复验,判别害病的胴体步入病体行列线,拆卸害病胴体倒入开放式的车內排出宰杀装配车间清理。
(3)、质量检验不统一格的白内脏组织,从发送到卫检线的托板内取掉,倒入全封闭式的车上便出屠宰业厂区治理 。
(4)、质量检验属相相克格的红肾脏,从同部卫检线的相关上取接下来,植入开敞的在车上弄出猪屠宰工厂除理。
(5)、同时进行卫检线上教育的红內脏器官挂杆和白內脏器官木质托盘电脑自动实现冷-热-热水的的洗涤和清洗。
6、副新产品加工厂
(1)、达标率的白脏器能够 白脏器滑槽开始白脏器加工处理间,将肚和肠内的胃容物倒风送罐中,内充压缩视频冷空气将胃容物能够 风送线路输送机到屠宰业生产线上外约50m的地方,羊肚有洗羊肚机实行烫洗。将的清洗后的肠、肚归置标签印刷入食品冷藏库或真空包装库。
(2)、合格达标的红肾脏用红肾脏滑槽进人红肾脏生产加工间,将心、肝、肺清洁工作后,收集再生入冷库库或冰箱保鲜库。
7、胴体排酸
(1)、将修割、清扫冲洗后的羊胴体进排酸间实现“排酸”,这都是羊肉冷拼接制作工艺的这个至关重要流程。
(2)、排酸间的摄氏度:0-4℃,排酸时光不不超161天。
(3)、排酸 导轨组件组件制作距排酸间地坪边距不底于2200mm, 导轨组件组件边距:600-800mm,排酸间每米 导轨组件组件可挂5-8只羊胴体。
8、剔骨拼接内包装
(1)、吊剔骨:把排酸后羊胴体扔到剔骨地域,羊胴体挂在生产加工线上直播,剔骨工人把切下来的大块肉存放平均分配传输机器上,自動传回给平均分配工人,再由平均分配工人平均分配成哪几个器官肉。
(2)、砧板剔骨:把排酸后羊胴体推在剔骨部位,把羊胴体从生孩子在线获得来存放在砧板上剔骨。
(3)、平均分配好的器官肉真空泵包装方式后,放至冰冻盘中用凉肉架车移动到结冻库(-30℃)结冻或到半成品冷却后间(0-4℃)冷鲜。
(4)、将结冻好的护肤品脱盘后装卸,进保鲜库(-18℃)保管。
(5)、剔骨划分间控温仪:10-15℃,包装盒间控温仪:10℃下例。

 地址:武汉市江岸区建设新村特一号
地址:武汉市江岸区建设新村特一号 邮箱:xxxxxx@139.com
邮箱:xxxxxx@139.com